Бизнес-идея: Производство деревянных окон

Отечественных предприятий, специализирующихся на изготовлении окон из деревянного профиля, достаточно мало. Основная часть всей продукции на рынке приходится на крупные деревообрабатывающие фабрики, для которых оконный бизнес является дополнительным звеном к изготовлению бруса, мебельного щита, корпусной мебели, межкомнатных и входных дверей.
Они ориентируются на серийные и массовые заказы, участвуя в строительных тендерах при возведении новостроек, дачных поселков и коттеджных городков.
Поэтому для предпринимателя, готового работать по мелкосерийным и индивидуальным заказам, всегда найдется место в бизнесе по изготовлению экологичных окон из дерева.
Сырье и материалы для производства деревянных окон
Основное требование предъявляется к качеству каркаса (профилю) будущего окна.
Рамы из цельного массива хвойных и лиственных пород изготавливать не выгодно. Во-первых, велико количество брака. Во-вторых, такой профиль долго не прослужит – из-за внутреннего напряжения дерево быстро поддается деформации.
Именно поэтому для производства деревянных окон используется трехслойный клееный брус с минимальным сечением 78*80 мм, изготовленный из необрезных досок дуба или сосны.
Наиболее долговечными считаются окна из лиственницы. Впрочем, можно изготовить профиль из любой древесины, даже экзотических редких пород – железного дерева, эвкалипта или меранти (разумеется, речь идет об эксклюзивных заказах – ставить на поток такие дорогие окна не выгодно).
При закупке бруса у производителя необходимо обратить внимание на влажность древесины (она должна находиться в пределах 8-14%, как утверждает п. 5.4.2 ГОСТ 24700-99), а технические характеристики – соответствовать ГОСТ 15613.1-84.
Согласно действующим требованиям к качеству деревянных окон, их профили должны быть обработаны специальными средствами, придающими переплетам защиту от влажности, огня, гниения, жизнедеятельности насекомых. Для пропитки рекомендуются противогрибковые антисептики и эмульсии на водной основе с минимальным количеством химикатов (все-таки основное преимущество деревянных окон – натуральность!). Отлично зарекомендовали себя европейские лакокрасочные изделия с сертификатами соответствия экостандартам DIN EN 71-3, OKO TEST, «Голубой ангел».
Клей для производства окон из дерева должен быть не ниже группы «Средняя Б», согласно ГОСТ 30972-2002 (либо соответствовать классу D4 по DIN EN 204-2001).
В стандартном варианте используются двухкамерные стеклопакеты, толщиной 38 мм (согласно ГОСТ 24866-99). Но на заказ изготавливают и окна с триплексами, тонировкой и другими элементами защиты. На мелких и средних предприятиях стекла самостоятельно не производят, а заказывают уже готовые.
Требования к производственному помещению
Контроль над уровнем влажности и перепадами температур – основной параметр для цеха по производству деревянных окон. Чтобы избежать деформации древесины, необходимо поддерживать одинаковый микроклимат в производственном помещении и на складе, где хранятся заготовки и готовые изделия, на уровне 55-65% влажности.
Поэтому необходимо:
- оборудовать хорошую циркуляцию воздуха и вентиляцию, согласно СНиП 41-01;
- выбирать помещение с потолками высотой не менее 3,5м;
- иметь в наличии отопление, позволяющее круглогодично поддерживать температуру в цехе на уровне 18-24 С°.
Каждый станок должен быть заземлен, проводка – смонтирована в металлических трубах. Желательно оборудовать две линии независимого электропитания: общую (освещение) и индивидуальную, дающую возможность локального освещения над станками (согласно ГОСТ 12.1.002-84).
Технология производства деревянных окон
В основе каркаса для деревянных окон используют клееный брус – от его качества зависят эксплуатационные характеристики и срок службы изделия. Поэтому на больших производствах предпочитают полный технологический цикл, когда из заготовок необрезной доски сначала изготавливают брус, а уже из него – производят окна по заранее сделанным замерам. Только так можно быть уверенным в качестве исходного сырья и снизить количество брака.
Но для малых предприятий такая технология слишком дорога – она требует больших производственных помещений и внушительного первоначального капитала на покупку станков по обработке бревен или доски и производству бруса. Поэтому многие фирмы предпочитают покупать уже готовый сращенный брус, сокращая цепочку технологического цикла вдвое.
Но рассмотрим все этапы технологического процесса по производству деревянных окон:
- Просушка древесины
Поступающая на производство древесина оправляется на «дозревание» в сушильную камеру. В зависимости от уровня первоначальной влажности, доски могут находиться на сушке 2-14 дней. Но на выходе показатели влажности в сырье не должны превышать 10-12градусов. После просушки дерево поступает в производственный цех на последующую обработку. - Процесс фрезеровки деревянного окна
Деревянная доска фрезеруется (снимается тонкий верхний слой древесины). Эта операция необходима для выявления дефектов – сучков, смоляных карманов, трещин и т.д.
Проблемные места вырезаются вручную либо помечаются специальным маркером и отправляются в обрезной станок, где машина с помощью фотоэлементов распознает метки, удаляет дефекты и сортирует готовые бруски по длине. Мелкие отрезы идут на простое сращивание, а длинные – на эстетически-ответственные изделия, в которых не допускается наличие изъянов или швов.
- Сортовая сортировка ламелей
Отсортированные ламели складываются по сортам (в зависимости от цвета волокон и структуры древесины) и отправляются на станок для изготовления бруса. В торце каждой ламели проделываются пазы (минишип), которые смазываются клеем и соединяются в длинные полосы до 6 м. - Склейка ламелей в брус
На следующем этапе три ламели склеиваются в оконный брус: на поверхность дерева наносится специальный клеящий состав и изделие помещается под пресс.
Заготовки укладываются так, чтобы в готовом брусе древесные волокна каждой ламели были максимально перпендикулярны по отношению к соседней – таким образом снимается внутреннее напряжение дерева, исключая возможность деформации будущего окна.
- Шлифование и профилирование заготовок будущих деревянных окон
Готовые брусья шлифуются и подаются в угловой оконный центр – основной станок для производства оконных профилей. Здесь происходит шипование и профилирование будущих окон (изделию задается внутренний профиль под стекло и пазы для соединения в раму). - Изготовление конструкции окна
Из подготовленных профилей собирается окно определенного размера и конфигурации. Склеенные на шип проушины деревянные конструкции фиксируются прессом. Здесь же проверяется диагональность конструкции и качество склейки. - «Обгонка по периметру»
Затем происходит так называемая «обгонка по периметру», во время которой в створках проделываются фурнитурные пазы, капельник, а сама коробка фрезеруется под подоконник. - 3-кратная поверхностная шлифовка профиля рамы
Собранные и склеенные рамы тщательно шлифуются (в идеале – трижды: на станке, шлифмашинками и вручную, с помощью шлифшкурки). - Пропитка и декорирование
Затем дерево пропитывается антисептиком, грунтовкой (напылением или методом окунания в ванну) и покрывается финиш-лаком или краской на водной основе. Применяют и другие технологии декорирования: искусственное старение, патинирование древесины. После окраски рамы просушиваются 12 часов. - Финишное шлифование и крепление уплотнителя
Окно снова шлифуется, чтобы удалить поднявшиеся краской ворсинки и мелкие заусенцы, и отправляется на ручную сборку: монтаж стеклопакетов и фурнитуры.
По периметру профиля крепится специальный резиновый уплотнитель.
- Остекление и крепление фурнитуры к деревянному окну
Оконные петли, запоры и другая фурнитура крепится шурупами при помощи шуруповертов.
После – устанавливается стекло. От возможного люфта внутри рамы стеклопакет фиксируется пластиковыми вкладышами, щели заполняются силиконовым составом для обеспечения полной герметичности окна.
Сверху монтируется наружная рама (штапики), места крепления маскируются, а стыки между рамой и стеклом еще раз герметизируются силиконом.
- Контроль качества и упаковка
Окно отправляется на контроль качества, где происходит регулирование створок и проверяется работа фурнитуры. После чего готовое деревянное окно упаковывается в пленку.
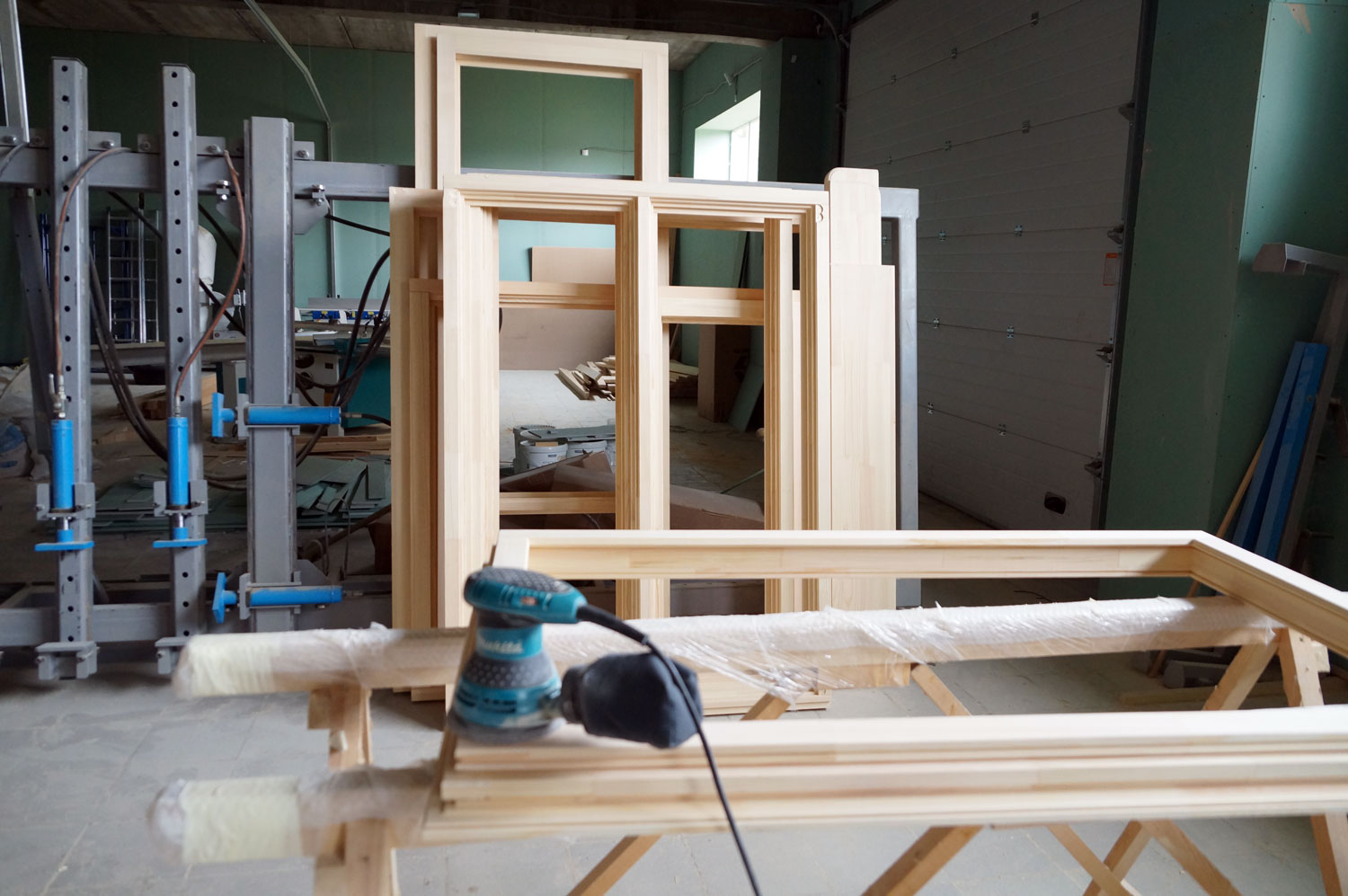
Оборудование для производства деревянных окон
Станки для изготовления окон условно можно разделить на два типа:
- Основные: сушильные камеры, строгальное оборудование, гидравлический пресс (вайм).
- Вспомогательные агрегаты – техника, необходимая для изготовления и обработки деревянных заготовок:
- шлифовальный станок (или комбинированный калибровально-шлифовальный);
- компрессор для окрашивания;
- фуговальный станок, на котором калибруют профиль;
- фрезы для производства деревянных профилей.
Для малых предприятий, планирующих работать по индивидуальным заказам, достаточно будет приобрести многофункциональный угловой обрабатывающий центр, который позволяет без смены рабочих инструментов формировать шипы и проушины, раскраивать брус по длине, фрезеровать продольные профиля.
Перечень основного оборудования для производственного цеха:
- четырехсторонний станок S 18-4 для калибровки бруса;
- торцовочный станок СМА-10 для черновой торцовки ламелей;
- оконный центр LGC-1000 для шиповки, профилирования створок и коробок будущего окна;
- фрезерный станок FSS-15 для профилирования деталей;
- пневмопресс VPS-100 для сборки заготовок в оконную раму;
- сверлильно-пазовальный горизонтальный станок SVPG-213 для фрезерования пазов под монтаж поперечин;
- покрасочный стенд для окраски рам;
- плоскошлифовальный ленточный станок SLPS-6М;
Перечень дополнительного оборудования:
- пневмоинструмент для силиконирования (2 штуки);
- гильотина для торцовки водоотлива;
- электродрели для сборки окон и крепления фурнитуры (2 штуки);
- шлифмашинки (2 штуки);
- компрессор высокого давления для нанесения краски;
-шуруповерт для монтажа фурнитуры (2 штуки); - столы для сборки, промежуточной шлифовки, шпаклевки окон (6 штук);
- держатели для хранения окон.
При производстве 500 м2 деревянных окон в месяц окупаемость проекта – 5 месяцев.





Разумеется, столь оптимистичный прогноз на практике подтверждается редко, поскольку многое зависит не только от производственных мощностей, а и налаженного сбыта готовой продукции. Поэтому, если предприятие открывается не под готовый тендер с обеспеченным каналом сбыта, планируемые сроки окупаемости следует увеличить как минимум вдвое, с расчетом работы на склад в первые месяцы производства или под конкретный заказ.